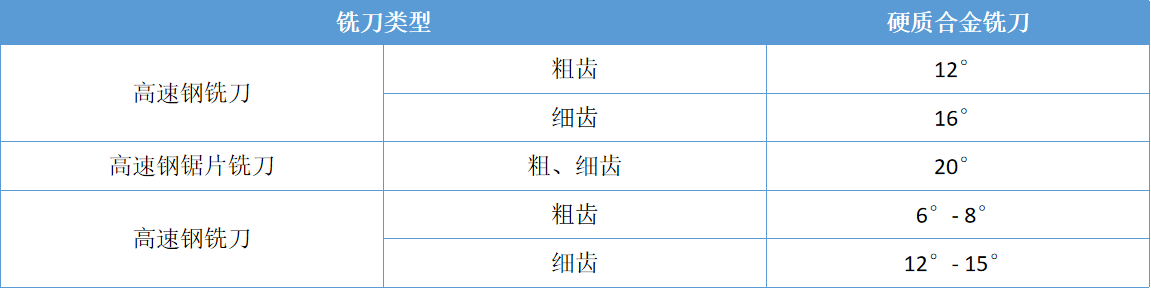
加工资料不同,前角不同。工件资料相同,铣刀不同,前角也不相同,高速钢可取较大前角,硬质合金应取较小前角。粗铣时一般取较小前角,精加工时取较大前角。
工艺体系较差和铣床功率较低时,宜选用较大前角,以减小切削力和铣削功率,并减小铣削振荡,对数字控制机床、主动机床和主动线用铣刀,为确保铣刀作业的稳定性,应选用较小的前角。
依据刀具和工件的资料确认,一般小于车刀;高速钢比硬质合金刀具要大;塑性资料——刀具前角大;脆性资料——刀具前角小;强度高,硬度高选用负前角。

工件资料的硬度、强度较高时,为确保切削刃的强度,应选用较小的后角;工件资料塑性大或弹性大极易发生加工硬化时,应选用较大的后角。
组加工时,铣刀接受的铣削力较大,为确保刃口强度,选用较小的后角;精加工时,切削力较小,为了减小冲突,进步工件外表上的质量。可选用较大的后角;当以选用负前角时,刃口的强度已得到加强,为进步外表上的质量,也应选用较大的后角。
高速钢铣刀的后角比硬质合金铣刀的后角大2°- 3°,若尺度精度要求比较高,应选用后角较小的铣刀。
在铣削过程中,铣刀的磨损首要发生在后刀面上,选用较大的后角可以大大削减磨损;当选用较大的负前角时,可适当添加后角。
铣削硬度较高的工件时,对刀尖强度和散热条件要求比较高,可选用绝对值较大的负刃倾角。
工艺体系刚性差,不易选用负刃倾角,防止增大纵向铣削力而发生铣削振荡,组加工时,为增强刀尖的抗冲击才能,易取负刃倾角,精加工时,切屑较薄,可取正刃倾角。
为了使圆柱铣刀和立铣刀铣削平稳轻捷,切屑简单从铣刀排屑槽中排出,进步铣刀寿数和生产率,削减已加工外表的粗糙度值,可选用正刃倾角。
立铣刀和圆柱铣刀的外圆螺旋角β便是刃倾角λs。Β增大,实践前角增大,切削刃尖利,切屑易于排出。切削宽度较窄的铣刀,增大β的含义不大,故一般取β=0或较小的值。

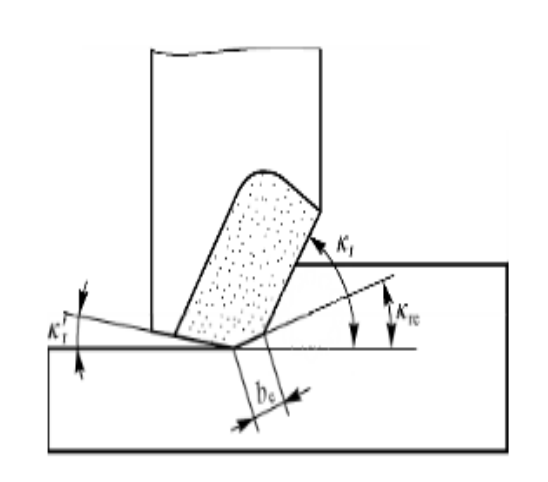
常用的主偏角有45°、60°、75°、90°。工艺体系的刚性好,取小值;反之,取大值。副偏角一般为5°- 10°,圆柱铣刀只有主切削刃,没有副切削刃,因而没有副偏角,主偏角为90°。
工艺体系刚度满足时,应尽或许选用较小的主偏角,以进步铣刀的寿数;当工艺体系刚度缺乏时,为防止铣削振荡过大,应选用较大的主偏角。
加工高强度、高硬度的资料时,应选用较小的主偏角,以进步刀尖部分的强度和散热条件;加工一般资料时,主偏角可选用稍大一些的。
为确保刀尖强度和重磨后铣刀宽度改变较小,锯片铣刀和键槽铣刀等只能取0.5°— 2°的副偏角。
钻铣刀——孔加工铣刀规划,至少有一个刃过中心,钻孔深度不能超过1*D排屑难,过深钻屑无法扫除,切削阻力大,整个主切削刃切削,机床振荡大